


Piec do Laminowania szkła PVLМ
Charakterystyka ogólna
Urządzenie przeznaczone jest do laminowania szkła w celu uzyskania indywidualnego wyglądu, kształtu oraz w celach ozdobnych (np. folie EVA mogą być bezbarwne, mleczne lub w niektórych przypadkach kolorowe, istnieje także możliwość zalaminowania między szybami nadruków lub elementów graficznych). Laminowanie szkła poprawia funkcjonalność użytkową formatek szklanych, poprzez zwiększenie odporności na uszkodzenia mechaniczne. Szkło klejone ma większą odporność na przebicie w przypadku pęknięcia szkła, folia lub folie EVA powstrzymują fragmenty szkła na miejscu. Różnicując ilość i grubość poszczególnych warstw, otrzymuje się szkło laminowane o odmiennych właściwościach fizycznych i różnych klasach ochrony i bezpieczeństwa np.: B2B, P1, P2, P3, P4 i inne
Opis pracy urządzenia PVLM
Pakiety „ szkło – folia” układamy na paletę montażową pokrytą dolną częścią silikonowej membrany, następnie przykrywamy górną częścią membrany i mocujemy na palecie listwami, formując moduł próżniowy. Wymiary pakietów mogą być różne i może ich być różna ilość. Usuwanie powietrza spomiędzy warstw membran dokonuje pompa próżniowa podłączona specjalną końcówką. Arkusze szkła ułożone są na paletach wyposażonych w ułożyskowane kółka transportowe, wysuwane manualnie przy pomocy stabilnego wózka (z 4 kołami). Wózek porusza się po szynie transportowej, która mocowana jest do przedniej części urządzenia. Izolację termiczną pieca stanowi wysokiej jakości wełna mineralna o grubości 10 cm. System grzejny urządzenia składa się z elektrycznych grzałek umieszczonych w dolnej części komory grzewczej. Każda komora wyposażona jest w grzałki (moc pojedynczej grzałki wynosi 1 kW), równomiernie rozmieszczone na całej długości komory.
Konstrukcja urządzenia przewiduje możliwość zwiększenia ilości komór próżniowych.
Funkcję kontrolną pełni specjalnie zaprojektowany do tego celu układ elektroniczny składający się z wyświetlacza, przycisków sterowniczych oraz wielofunkcyjnego pokrętła, umożliwiające goedycję aktualnego programu grzewczego. Każdy kontroler obsługuje jedną niezależną komorę grzewczą i umożliwia zapisywanie w pamięci do 10 różnych programów. W przypadku pieców wyposażonych w więcej niż jedną komorę, kontroler nr 1 jest zawsze kontrolerem nadrzędnym,wyposażonym dodatkowo w regulator systemu podciśnienia próżniowego. Program grzewczy wprowadzany i zapisywany jest w postaci tekstowej. Podzielony jest na poszczególne etapy pracy (ogrzewanie, oczekiwanie, chłodzenie) z możliwością płynnej regulacji wprowadzanych wartości czasów temperatur oraz jednostkowych przyrostów temperatury.
Opis procesu laminowania szkła
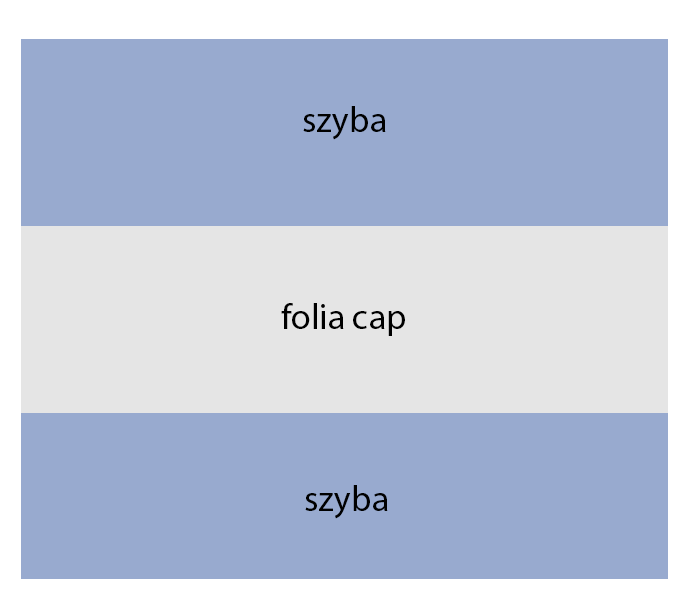
Laminowane szkło składa się z:
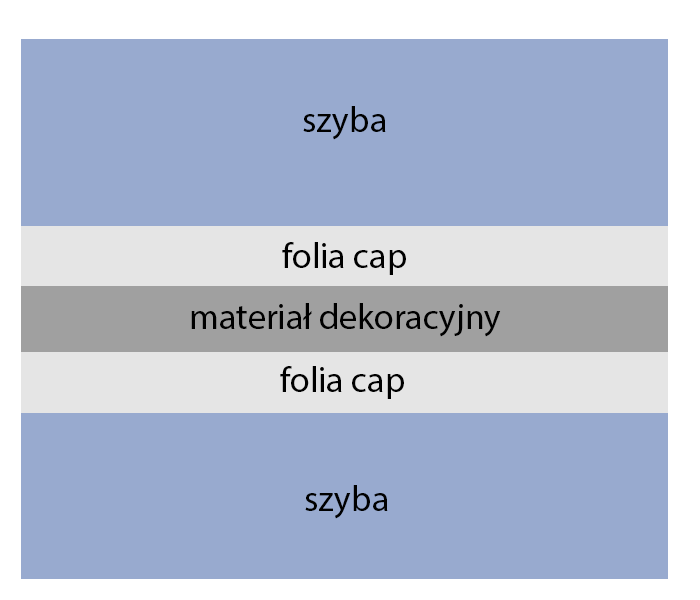
lub, szkło laminowane z nadrukiem wewnątrz:
– niezależne ogrzewanie każdej komory – izolacja termiczna każdej komory – pompa próżniowa na wszystkie szuflady,niższe koszty eksploatacyjne i zużycie energii – niezależna szafa sterownicza dla każdej z komór – system konwekcji powietrza – czas trwania cyklu około 1,5 godziny
Zdjęcie poglądowe

Pełną ofertę produktów tego typu znajdą Państwo w katalogu do którego link umieszczamy poniżej Zestawienie maszyn
| Producent | CLEMAR |
|---|---|
| Dane techniczne |

